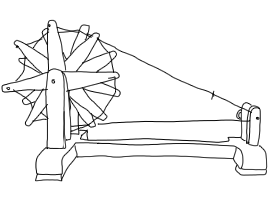
In the olden times, people actively used charkha for spinning cotton to make it a fabric. In each and every village of India, a separate weavers community was present which produced Handwoven and Handspun fabrics from small instruments like Charkhas. But due to British rule, many things turned upside down for the handloom sector of our country.
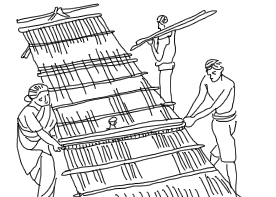
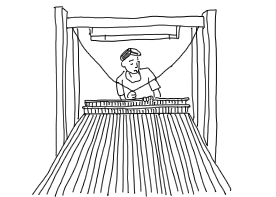
A ‘handloom’ is a loom that is used to weave cloth without the use of any electricity. Hand weaving is done on pit looms or frame looms generally located in weavers’ homes. Weaving is primarily the interlacing of two sets of yarn – the warp (length) and the weft (width). The equipment that facilitates this interlacing is the loom.
The handloom experience (soft, comfortable and durable) is due to the human handling of the yarn in the weaving process. As a result, yarn and the fabric are much less stressed and damaged. Hand woven cotton is known for its breathability as compared to mill made cotton. This implies that it allows more air penetration making it cooler, softer and more absorbent. It keeps you cooler in summers and warm in winters.
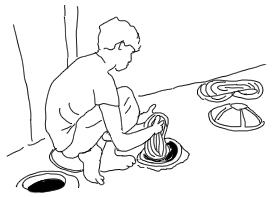
Yarn, in the hank form, is used typically in handlooms. A “hank” is a specific length of yarn that is in a coiled form. A hank of cotton yarn is 840 yards long. Hank yarn is used in handloom production as opposed to cone yarn, which is used in mill production.

The most significant step for chemical dyeing was the discovery of the structure of benzene in 1865. This had a huge impact on the development of organic chemistry and the dyestuff industry. This was followed steadily through the years up to 1956 with the discovery of a large number of chemicals dyes that are used by the textile industry today. To meet the market demand of bright colors, especially greenish yellows, turquoise or greenish blue, scarlets and reds, “Reactive” dyes were developed in 1956. This dye group offering bright hues along with good fastness qualities and ease of application process soon became a big commercial success and hugely impacted the textile industry throughout the world.
Mordant: It is generally a chemical substance that helps fix colour or bind the dye (colour) to the fibre.
Direct dyes: This is a dye class based on the method of application method. Here the fibre is immersed in a dye without the need for a mordant. Therefore direct dyes have high substantivity, but bond weakly to fibres, and usually have poor wash fastness.
Sulphur dyes:These are dyes made by reacting sulphur with organic compounds. Sulphur dyes are typically inexpensive, but dull in color. They are often used commercially to produce a good black colour at low cost on cottons. They generally have good wash fastness, but are sensitive to bleaches. Sulphur dyes on fabric, particularly some blacks, may decompose under warm, humid conditions, reducing fabric strength.
Reactive dyes: This dye family contains no heavy extractable metals or other known toxic substances or pollutants, making them environmentally friendly or azo free chemical dyes. These dyes are low-impact synthetic dyes that directly form covalent bonds with cotton fibres rather than merely remaining as an independent chemical entity within the fibre, thus resulting in a long lasting, fast and bright color.
Vat dyes: Vat means a vessel. Vat dyes derive their name from indigo vats used for fermenting the blue indigo dye. Vat dyes are water insolubleand need a special process to fix colour on the fibre. These dyes can be used effectively on natural plant material. Brilliant colours which are light and colour fast can be obtained in vat dyes. Indigo, the blue of blue jeans, is a common vat dye.
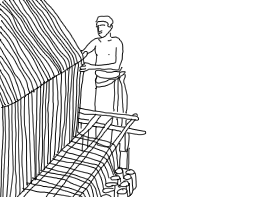
Warping is a process, which converts the hank yarn into a linear form to give the length on the loom. Warping is done on a huge drum and the width and desired quality of the product is decided at this stage. The drum also helps to calculate number of threads and the length of the warp.
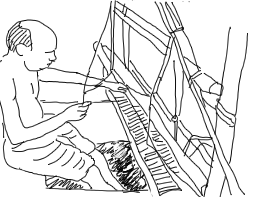
Different techniques are used for weaving on the loom. There is a basic weaving technique which makes the fabric. There are others, which are used to create surface designs on the fabric.
Plain weave is the most commonly used technique to weave fabric on pit looms. Design and variety in fabric woven with plain weave is created through texture, stripe and check. Texture is created by using different thicknesses of yarns. Stripes and checks are created by colour or by using different thicknesses in yarn.
Extra warp and weft techniques are also used to create designs / surface patterns on the fabric. Traditionally, borders were used in sarees and dhoties and most of the looms wove petu, a dobby technique with aextra warp for creating patterns in the borders.
Weft in a fabric is yarn which passes across the fabric width. Weft yarn is passed through the warp yarn to create the fabric
Handloom weaving and products have been amongst us for many centuries. In the last few decades, the distance and disconnect between the customer and weaver has increased tremendously, resulting in a many perceptions among customers today which might not be completely true.
One of the main perceptions is that all cottons are woven on handlooms. This is not true, as a large amount of cotton fabric production is carried out by power looms and large mills. Most of the cotton garments available in the mainstream market are not made from hand woven fabric.
The other perception is that handlooms should be cheaper. Handlooms apart from the cost of the raw materials include wage components for pre-loom done by hand and weaving also done by hand. Power loom and mill woven products are, in fact, cheaper than hand woven products as these processes are mechanized. One should be aware of this, before one buys handloom products.
Copyright 2022@kaithary company
Allright reserved